

Titaan frezen met uitwisselbare nozzles in snijplaatjes

De nozzles zijn per snijplaatje instelbaar
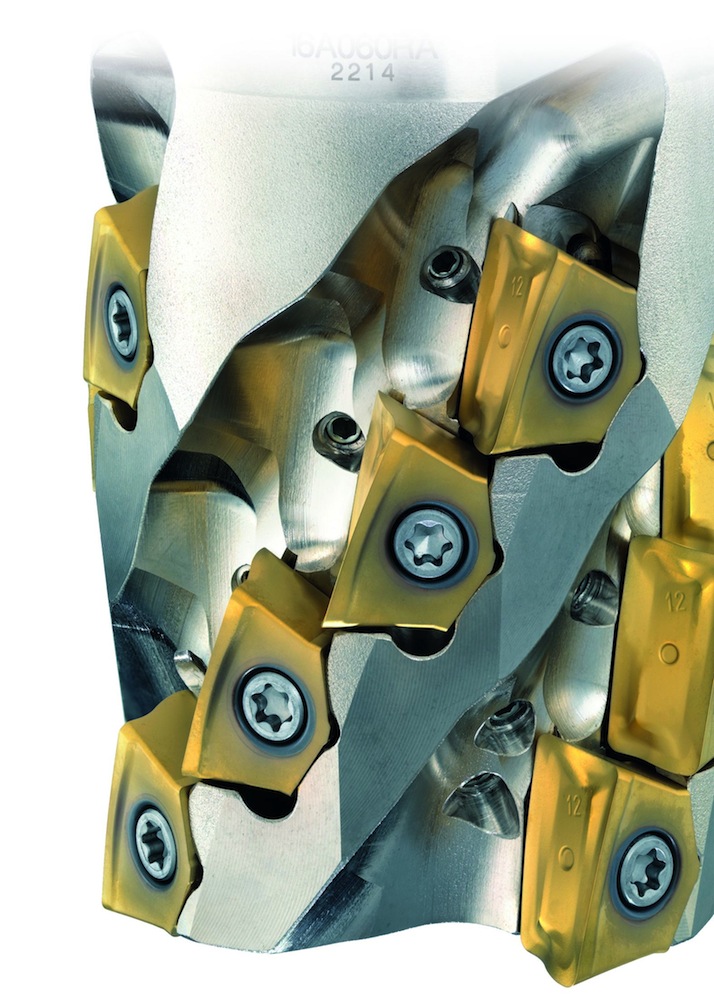
Mitsubishi Carbide heeft een frees ontwikkeld met uitwisselbare nozzles, die met name geschikt is voor het verspanen van titaanlegeringen. Dankzij de nozzles kun je per wisselplaat de toevoer van de koelsmeeremulsie regelen.
Instelbare nozzles
Deze VFX 5 serie werd niet alleen op de Metav getoond. VIBA in Zoetermeer, dat de Japanse gereedschappen in Nederland op de markt brengt, liet de nieuwe frees ook op de Techni-Show zien. Het freeslichaam van de VFX 5 is leverbaar in diameters van 40 tot 80 mm en is een kleinere versie dan de VFX 6. Het bijzondere is dat je de uitgang van de inwendige koelkanalen via de nozzles per snijplaat kunt instellen. . Op deze manier kun je nog gerichter koelen en de spanen wegspoelen, wat vooral bij het frezen van titaan van groot belang is om op die manier de warmte zo snel mogelijk uit het werkstuk te halen. Testen door klanten van Mitsubishi Carbide spreken van spaanvolumes tot 500 cm3 per minuut met een fors hogere standtijd van het gereedschap. Volgens de fabrikant ligt de benchmark voor dergelijke gereedschappen rond de 400 cm3 per minuut.
Het totale plaatje telt
Op de Technologieforum tijdens de Metav ging Stephan Hulverscheidt van MMC Hartmetall dieper in op de combinatie machine en volhardmetalen gereedschap. Noch het ene noch het andere is in zijn eentje voldoende voor maximaal resultaat. “Je kunt veel doen om de gereedschappen te verbeteren, maar het moet wel afgestemd zijn op de machine om tot een maximale standtijd te komen”, vatte hij zijn boodschap samen. De eerste vraag die je jezelf moet stellen, aldus Hulverscheidt, is het aantal tanden kanten dat je wilt inzetten. “Het verschil tussen een 2 en 4 snijder is stabiliteit.” Voor de productiviteit telt het aantal tanden en de voeding per tand en in tweede instantie de snedebreedte. Vandaag de dag telt proceszekerheid echter net zo, en daarvoor is de freesstrategie ook van belang.
Trochoidaal frezen
“Trochoidaal frezen is bijvoorbeeld bij dunwandige producten ideaal omdat je freesproces dan proceszeker wordt en je de lengte van je frees goed kunt gebruiken”, gaf Hulverscheidt tijdens het symposium een voorbeeld. Door inwendig te koelen zorg je dat de spanen weg van het werkstuk worden geworpen. In het voorbeeld dat Hulverscheidt liet zien, wordt titaan (TiAl6V4) met een zessnijder gefreesd met een toerental van 3000 omwentelingen / minuut en een voeding van 2100 mm per minuut (0,12 mm per tand), een snijdiepte van 30 mm en een constante breedte van 1,2 mm. Hulverscheidt raadt aan om de snedebreedte constant te houden.
Meer informatie:





